Jan 24, 2020
Hi guys, Dave here.
Happy New Year to you all! Apologies for being a bit quiet over the past few weeks, it’s been a very busy time for us with the factory in Taiwan running all through Christmas and New Year. I’ve been working with them over the holidays to keep everything ticking over.
Over the past few weeks we’ve been putting things in place ahead of Chinese New Year, when our manufacturing partner takes a short break, starting from today, to celebrate with their families.
MANUFACTURE OF FRAME PARTS – IT’S ALL GO!
Great news from the factory – all of our hard work over Christmas has meant that we have just finished manufacturing all of the CNC parts of the rear swing arm (the part of the bike that folds underneath). These are now ready to assemble which is very exciting.
The manufacture of the main frame parts is well underway too.
UPDATED HEADSET DESIGN
Over Christmas we discovered an issue with the headset (this is a part of the front assembly on the bike – see the photo below) which has led to us rethinking part of the design. I’m very pleased to say that we’ve got a solution to the problem which we are now making and will be testing shortly.
For those of you that are interested, I’ve written a detailed piece below on the problem and how we’ve solved it:
THE PROBLEM
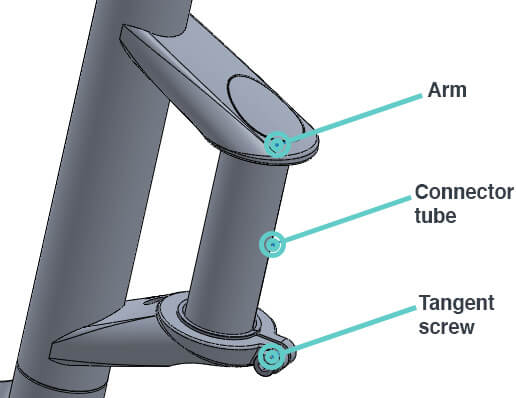
SO WHICH PART IS THE HEADSET?

he two arms labelled above transfer forces between the main frame and the front assembly so they have to be pretty strong and stiff.
ASSEMBLING THE HEADSET
Here’s what the assembly process looks like…
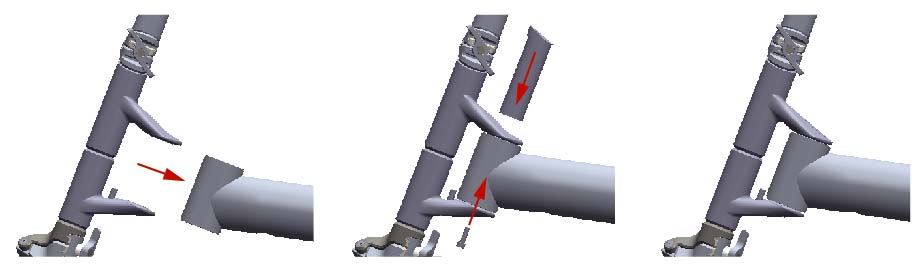
First the arms are aligned with the head tube, and then a connector tube secures them in place along with a screw at the bottom.
To allow easy assembly, the gap between those arms has to be a little bigger than the height of the head tube. When everything’s in place, the screw at the bottom is tightened up, the little gap disappears and everything is hunky-dory.
When calculating what gap to allow, we have to look at the tolerance to which the various parts are made and then look at the extreme cases.
THE PROBLEM
As we started to produce more frames we realised that the head tube length (and only the head tube length…) was strangely out of spec.
A bit of detective work quickly identified the issue. The head tube was made to spec and then welded to the rest of the frame. The welding process causes some distortion to the top and bottom of the head tube, which is then removed by a second process that trims material from either end to leave a flat surface. The second process is not very accurate so in some cases will result in a gap between the arms that is too large.
Unfortunately there was no way to change the manufacturing process so the design had to change. A lot of head scratching later, we had a solution.
THE SOLUTION
The new headset design
The new design doesn’t rely on squeezing together the arms to remove the gap. Instead, a separate sleeve is used to take up the slack and to preload the bearings. When everything is set, a second screw (tangent screw) tightens up the assembly from the side, connecting the connector tube to the bottom arm.
In addition to freeing us from tolerance woes, this design also permits more accurate setting of bearing preload which will increase the lifespan of the bearings, extending the time between services.
TOLERANCES EXPLAINED
Generally most parts are made to +/- 0.1 mm (fairly standard CNC tolerances). So for a head tube of length 80mm we would expect;

The arms are made from two pieces so the tolerances stack to give +/-0.2mm so, for instance, the gap between the arms might be;
In this case the biggest the head tube can be is 80.1 and the smallest the gap between the arms can be is 80.1 so we can be sure that we will always be able to assemble the headset.
In the extreme case above, the gap would be zero, the maximum gap would be the difference between arms at their biggest and head tube at its smallest i.e. 80.5-79.9 = 0.6mm.
The worst case of 0.6mm is sufficiently small a gap to be closed up with the screw without any issues.
But if the head tube tolerance is instead +/- 1mm (as in the case of the second process mentioned above) then the extreme case jumps to 2.4mm which is too big a gap to close up with the original design.
REVIEWING THE PRODUCTION TIMELINE
We want to deliver the best bike that we can, so we have worked hard to come up with a solution to the tolerance issue that will be reliable and easy to service. Unfortunately this is not something we had accounted for in our timings, so we’ve had to re-assess the date of delivery.
Testing the new design does involve multiple stages that take time – all of the parts have to first be made as one-offs, assembled, and then sent to our testing facility. This process will take roughly six weeks, so unfortunately we’ve had to update our current production timeline (which you can view here) to reflect this, and will be delivering your bike slightly later than expected.
We hope that you guys understand the decision that we’ve made to prioritise the reliability and ease of maintenance of your ebike – if you do have any queries though I’m more than happy to answer them!
BATTERY UPDATE
On the battery side… things are going really well and we’ve just been told that it has passed all testing, which means that we can now get going with final manufacturing!
We’ve also just received the testing sample batteries back from Taiwan – these have a new anodised black metal casing instead of the silver plastic casing that you’ve seen from our prototypes. We think that it looks really smart!
