Jan 31, 2020
Hi guys, Dave here.
Things are progressing pretty quickly over in Taiwan, and we now have the majority of the parts for the rear swing arm (the part that swings underneath when folding the FLIT-16) manufactured.
We thought that now would be a good time to give you a sneak peek behind the scenes at the factory.
You can check out the video below or, for those of you that are interested, there is a more detailed explainer in this blog post.
PROTOTYPING
The first step in the process is to prototype the final design, using our in house 3D printers to print a 3D plastic model.
This allows us to check the fit of all of the components, the function of some of the parts (like the rear swing arm lever), and also the chain line, cablestays and cable routing.
Most importantly, it allows us to check that everything works with the fold.
MANUFACTURING THE PARTS
Once we’re happy with the design, we then send the drawings off to our manufacturing partner in Taiwan.
There are quite a few different processes involved in the manufacture of the parts and final assembly. below is a brief overview of each. Footage of some parts being made can be seen in the video at the start of this post.
CHAINSTAYS
These start their lives as round tubes, which are tapered and then curved into the shapes that you can see in the photo below.

CNC PARTS
The parts at either end of the chainstays (the yoke and the brake bosses) are manufactured by CNC milling. They start their lives as solid blocks of aluminium, and the shape is then gradually milled away.
As you can imagine, CNC milling is a pretty slow process (you can see in the video that tiny amounts of material are removed at a time). To give you an idea of how long it takes, we can manufacture four yokes (seen in the photo below) per CNC machine in one day.

CLEANING THE PARTS
Before we do any welding or assembly, the metal parts have to be cleaned to remove any residue on the surfaces, to make sure that the weld is strong.
The parts are dipped in cleaning baths, which strips away impurities on the surface.

LOADING THE PARTS INTO A FIXTURE
Once the parts have been cleaned, we then load them into a fixture.
The fixture keeps the parts of the rear swing arm in place for welding – ensuring that they don’t move around. Folding bikes are pretty complex pieces of engineering, so it’s essential that everything is aligned and in the right place otherwise the fold won’t work!
Fixtures are stiff, adjustable, and allow all of the parts to be clamped down temporarily during welding.
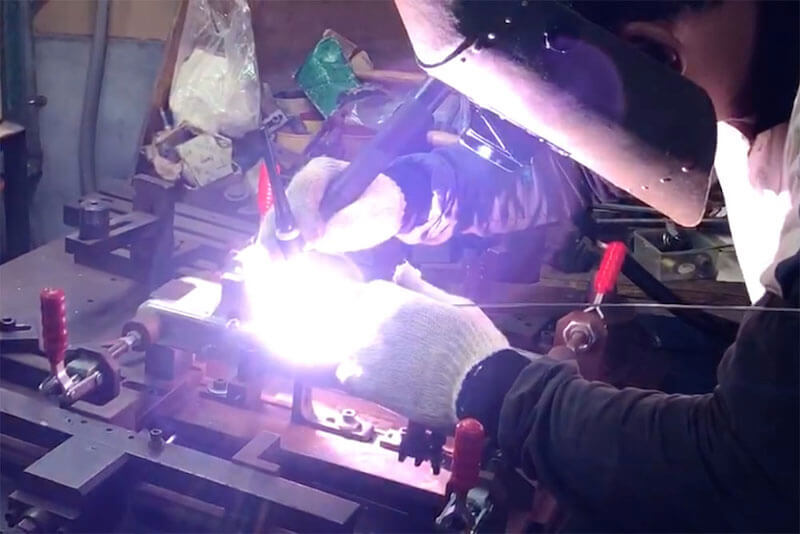
WELDING THE REAR SWING ARM
For the first rear swing arm we had to make sure the fixture was set up correctly. To do this we clamped down the parts into the fixture and tack welded them just to hold them in place (this involves just a tiny bit of weld that can easily be cut away if we decide to change anything).
After tack welding, we removed the rear swing arm from the fixture, loaded in a wheel and brake caliper and checked to make sure that everything worked as expected.
Once we were happy with the brake boss position, we loaded the parts of the rear swing arm back in the fixture for full welding.
This is one example of how we use the prototyping process to confirm positions set in our drawings for the manufacturing process.
HEAT TREATMENT
Next, it’s time to add some heat!
Heat treatment is used to improve the strength of the aluminium alloy. It does this by controlling the size and number of ‘precipitates’ that form as the metal cools. The precipitates impede the movement of defects in the crystal structure of the metal which makes it harder to deform.
The first step is T4 heat treatment, which effectively ‘resets’ the metal and removes disruptions caused by the welding processes. It also makes the alloy soft to form which makes the next step – alignment – a lot easier!
During welding a lot of heat is produced that causes local, uneven heating of the material. The weld pool solidifies and then the material cools and contracts, introducing internal stresses. During heat treatment these stresses act to distort the material until an equilibrium is reached. This means the parts leave the oven slightly distorted.

ALIGNMENT
To get all of the parts back in order, we place the assembly onto an alignment table.
On the alignment table there are various jigs that are used to hold the parts in the correct place. Other tools are then slid across the table to act as reference points for checking alignment. Parts that are out of alignment are bashed and bent with mallets and levers until sufficiently well aligned.
HEAT TREATMENT (ROUND 2)
Once we’re happy that all of the parts of the rear swing arm are aligned correctly, the assembly is ready for T6 heat treatment.
T6 is an ageing process, which accelerates the ageing of the material in order to increase its strength, making for a strong and long-lasting frame!
PAINTING!
When the heat treatment process is done, the part is then ready for painting.
Firstly, the surface of the part is prepped. This involves a phosphate coating being applied, which helps the paint to adhere better to the part.
Once the part has been prepped, the painting process involves three different coats being applied in a semi-automatic painting facility.
The first coat is a base coat, which is a white primer, then the colour itself (in this case our brilliant Blaze Orange!) is applied, and then finally a top coat is added. The top coat is a transparent hard coating, which contains a matting agent that gives Blaze his sleek matte finish. The top coat also acts to protect the paintwork from chips and scratches.
Once each coat has been applied, the parts are heated in an oven to cure. After the final coat the frame is inspected for flaws, and if all is well then it’s ready to go on the bike as a finished part!

If you guys have any questions about the manufacture process feel free to drop us a line.